Сварка титановых сплавов гибридным способом с использованием излучения Nd:YAG-лазера и дуги с неплавящимся электродом
В настоящее время титановые сплавы применяются при производстве ответственных конструкций в авиакосмической и химической промышленности, в судостроении. Из них изготавливают такие ответственные изделия, как баллоны высокого давления, элементы шасси, стрингерные панели для самолетов, элементы ракетной техники, емкости для химических реакторов и вытяжных систем, некоторые корпусные изделия [1]. Заложенные в эти изделия конструкторские решения требуют применения сварных соединений. На практике более 90 % всех соединений выполняется аргонодуговой и электронно-лучевой сваркой [2].Однако эти методы сварки имеют и свои недостатки, такие как малую плотность энергии в дуговой плазме при дуговой сварке, или высокую стоимость и малые габариты большинства доступных вакуумных камер при электронно-лучевой сварке.
В последнее время расширяется применение лазерной сварки, имеющей такие преимущества как высокую плотность энергии в лазерном луче, высо-
кую производительность и прецизионность обработки. Среди недостатков процесса лазерной сварки, прежде всего, можно отметить значительную себестоимость оборудования. В этом случае одним из путей снижения этого показателя в случае применения может являться частичная замена лазерной мощности дуговой при лазерной сварке [3].
Кроме того особенно актуальным стоит вопрос о влиянии термического цикла лазерно-дуговой сварки на свойства соединений высокопрочных титановых сплавов таких, например как Т110, поскольку лазерная сварка может приводить к ухудшению их механических свойств [4].
Поэтому целью данной работы является исследование возможности выполнения лазерно-дуговой сварки соединений титановых сплавов таких как низколегированный титановый сплав ВТ6 и высокопрочный Т110 и оценка механических свойств полученных сварных соединений.
В процессе работы изучались: технологическая схема процесса и особенности процесса лазерно-дуговой сварки титана и сплавов на его основе; выполнялось сравнение проплавляющей способности процесса лазерной и лазерно-дуговой сварки титана; определялись механические характеристики полученных сварных соединений титановых сплавов и изучалась их микроструктура.
Для решения этих задач авторами была реализована технологическая схема, процесса лазерно-дуговой сварки, показанная на рис. 1. Согласно этой схеме вольфрамовый электрод располагается перед лазерным лучом.
Источником излучения служил Nd:YAG-лазер модели DY 044 мощностью до 4,4 кВт с длиной волны 1,06 мкм, а источником сварочного тока – источник питания для автоматической сварки вольфрамовым электродом ВДУ-601 У3. Следует отметить, что в настоящее время известны исследования направленные на изучение процесса лазерно-дуговой сварки титана с применением MIG-сварки, авторами был выбран вариант с применением TIG-сварки. Этот вариант позволяет выполнять сварку в широких диапазонах режимов, причем как с применением присадочного металла, так и без него.

Рис. 1. Технологическая схема проведения экспериментов по гибридной лазерно-дуговой сварке: 1 – лазерное излучение; 2 – вольфрамовый электрод; 3 – плоскопараллельная пластина для ввода лазерного луча; 4 – сварочная горелка для TIG-сварки титана; 5 – приспособление для дополнительной подачи защитного газа; 6 – свариваемый образец; 7, 8 – защитное приспособ- ление для защиты зоны сварки и остывающего металла
Такое сочетание лазера и TIG-сварки позволяет увеличить проплавляющую способность процесса лазерно-дуговой сварки, а также допускает несложное введение присадочной проволоки в зону сварки.
Для реализации этой схемы была разработана гибридная сварочная головка, сочетающая в себе под вод сфокусированного линзой с фокусным расстоянием F = 300 мм лазерного излучения 1 и вольфрамового электрода 2 диаметром 5 мм.
Увеличение глубины провара, достигалось засчет того, что первой по ходу сварки расположена дуга неплавящегося электрода, что обеспечивало увеличение поглощаемого металлом лазерного излучения, т.к. расплавленный электрической дугой металл имеет лучшую поглощательную способность, чем холодный.
В качестве образцов использовали титановые сплавы ВТ-6 и Т110 толщиной δ = 13 мм. Проведенные экспериментальные исследования позволили установить, что лазерно-дуговым способом можно проваривать титановые сплавы толщиной 12 мм на скорости 22—24 м/ч при мощности излучения 4,4 кВт, сварочном токе 400 А и напряжении 12—14 В. Поперечные макрошлифы сварных швов титановых сплавов ВТ6 и Т110 приведены на рис. 2 и рис. 3.

Рис. 2. Поперечный макрошлиф наплавки на титановом сплаве ВТ6 толщиной 13 мм: а – лазерно-дуговая сварка, б – лазерная сварка
Глубина проплавления при выполнении лазерно-дуговой сварки титанового сплава ВТ6 увеличилась по сравнению с лазерной сваркой в 3 раза при увеличении погонной энергии в 2 раза. При сварке титанового сплава Т110 глубина проплавления увеличилась в 2 раза.

Рис. 3. Поперечный макрошлиф наплавки на титановом сплаве Т110 толщиной 13 мм: а – лазерно-дуговая сварка, б – лазерная сварка
Анализ механических свойств полученных сварных соединений (табл. 1, 2), показал, что более высокие значения ударной вязкости и имеют сварные соединения, выполненные лазерно-дуговой сваркой. При этом сварные соединения сплава ВТ6, выполненные с применением как одного лишь лазера так и лазерно-дуговой сваркой имеют удовлетворительные показатели ударной вязкости металла шва, которые меньше несколько хуже аналогичных показателей для основного металла.

Рис. 4. Микроструктура металла шва и ЗТВ сварных соединений сплава ВТ6: а, б – выполненных лазерной сваркой; в, г – выполненных лазерно-дуговой сваркой; а, в – металл шва; б, г – ЗТВ околошовная зона
Анализ механических свойств полученных сварных соединений высокопрочного титанового сплава Т110 показал, что сварные соединения сплава Т110 выполненные с применением одного лишь лазера имеют неудовлетворительные показатели ударной вязкость металла шва, и самые низкие значения ударной вязкости в ЗТВ. Разрушение хрупкое. Металл шва и ЗТВ имеет малую пластичность и высокую прочность.
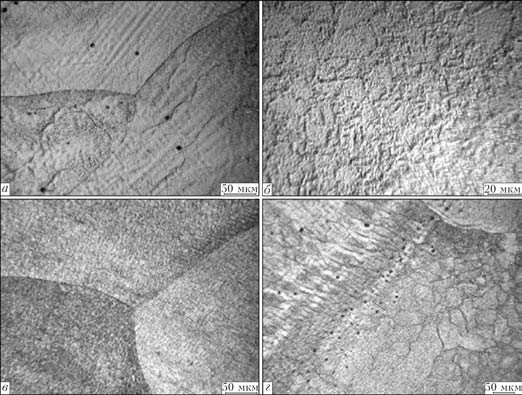
Рис. 5. Микроструктура металла шва и ЗТВ сварных соединений сплава Т110: а, б, г – выполненных лазерной сваркой; в – выполненных лазерно-дуговой сваркой; а, в, г – металл шва; б – ЗТВ околошовная зона
Для определения причин понижения свойств сварных соединений высокопрочного титанового сплава Т110 выполненных лазерной сваркой, по сравнению с выполненного лазерно-дуговой сваркой были проведены детальные исследования структуры сварных соединений.
Для оценки возможного влияния на свойства полученных сварных соединений выгорания возможного выгорания легирующих элементов, и как результат уменьшения их содержания в металлешва выполнялся микрорентгеноспектральный анализ сварных соединений.
Данные спектрального анализа и сканирующей электронной микроскопии, позволили сделать вывод, что при сварке образцов из сплавов ВТ6 и Т110 на выбранных режимах снижение содержания легирующих элементов в сварных швах находилось в пределах марочных стандартов.
В металле шва сварных соединений титанового сплава ВТ6 выполненных лазерной сваркой формируются преимущественно вытянутые в направлении теплоотвода первичные β-зерна характерные для титановых α + β-сплавов мартенситного типа (рис. 4, а). Внутризереную структуру после лазерной сварки составляет метастабильная мартенситная грубоигольчатая α′-фаза. ЗТВ при лазерной сварке этого сплава имеет строение, несколько отличающееся от строения ЗТВ после сварки плавлением сплава ВТ6 другими способами.

Как правило, в ЗТВ сварных соединений титановых сплавов различают три характерных участка: участок крупного зерна, (от температуры плавления до температур интенсивного роста β-зерен около 1300 °С); участок полной перекристаллизации, от температур интенсивного роста β-зерен до температур конца α → β-превращения 890 °С; участок неполной перекристаллизации; нагреваются до температур начала α → β-превращения 890 °С. Исследования выполненных сварных соединений показали, что в случае лазерной сварки сплава ВТ6 по указанному выше режиму в ЗТВ отсутствует участок крупного зерна.
В участке полной перекристаллизации, так же как и в шве, преобладает мартенситная α′-фаза (более мелкоигольчатая, чем в металле шва). Участок полной перекристаллизации имеет минимальную ширину, составляющую 0,5—1 зерно (рис. 4, б).В металле шва соединений титанового сплава ВТ6 выполненных лазерно-дуговой сваркой формируются так же, как и при лазерной сварке, вытянутые в направлении теплоотвода первичные β-зерна по всей высоте шва (рис. 4, в). Внутризеренную структуру составляет грубоигольчатая α′-фаза, подобно тому как это происходило при лазерной сварке сплава ВТ6.
В ЗТВ сварного соединения, выполненного лазерно-дуговой сваркой, в отличие от ЗТВ сварного соединения, выполненного лазерной сваркой, присутствуют все три участка ЗТВ, описанные выше и характерные для других способов сварки плавлением. Внутризеренная структура околошовной зоны состоит из игольчатой метастабильной α′-фазы (рис. 4, г).
Сплав Т110, относится к титановым α + β-сплавам мартенситного типа, коэффициент стабильности β-фазы в сплаве Т110 составляет около 0,6. В металле сварных соединений титанового сплава Т110, выполненном лазерно-дуговой сваркой, четко прослеживается дендритная структура (рис. 5, а). В металле шва фиксируются метастабильные β- и α′/α′′-фазы. В зернах шва фиксируется субструктура (рис. 5, а). В металле шва сплава Т110, выполненном лазерной сваркой после травления шлифа образовались многочисленные ямки травления, которые вытравливаются в местах выхода на поверхность скоплений дислокаций (рис. 5, г).Это может быть косвенным свидетельством напряженного состояния сварного соединения.
В ЗТВ сварного соединения сплава Т110, выполненного лазерной сваркой участок крупного зерна – отсутствует (рис. 5, б), как и в случае лазерной сварки сплава ВТ6. В зоне полного полиморфного превращения, после быстрого охлаждения фиксировалась метастабильная структура, состоящая из матричной β-фазы и дисперсных частиц мартенситной α′/α′′-фазы. Большинство зерен в околошовной зоне имеют субструктуру, в участках ЗТВ с неполной перекристаллизацией, примыкающих к ОМ, субструктура отсутствует.
При лазерно-дуговой сварке сплава Т110 в металле шва образуются преимущественно вытянутые в направлении теплоотвода β-зерна (рис. 5, в).
Внутризеренная структура состоит так же, как и после лазерной сварки, из метастабильных β- и α′/α′′-фаз. При лазерно-дуговой сварке сплава Т110 участок крупного зерна присутствует. В отличие от сварного соединения сплава Т110, выполненного лазерной сваркой, ни в шве, ни в ЗТВ сварного соединения, выполненного лазерно-дуговой сваркой, не наблюдалось субструктуры, микроструктура была более однородной и равномерной, ямки травления не появлялись, что по видимому связано с более низким уровнем сварочных напряжений.
Таким образом, результаты металлографического исследования сварных швов, показавшие отсутствие субструктуры в металле шва выполненного лазерно-дуговой сваркой при ее наличии субструктуры в швах выполненных лазерной сваркой, а также более высокий уровень внутренних напряжений в металле соединений выполненных лазерной сваркой подтверждают различие свойств сварных соединений.
Изложенные результаты позволили сделать следующие выводы:
1. Установлено, что применение предложенной схемы лазерно-дуговой сварки при мощности лазерного луча 4,4 кВт и величине сварочного тока 400 А обеспечивает примерно двукратное увеличение глубины провара по сравнению с результатами одной лишь лазерной сварки, выполненной на режиме с аналогичными параметрами.
2. Предел прочности сварных соединений титановых сплавов ВТ6 и Т110 (в состоянии после свар-
ки), выполненных лазерно-дуговой сваркой, несколько больше (на 2—4 %) значений предела проч
ности основного металла при удовлетворительной пластичности и ударной вязкости.
3. Наличие зоны крупного зерна в ЗТВ и отсутствие субструктуры в металле соединений, выпол-
ненных лазерно-дуговой сваркой, по мнению авторов, повышает их ударную вязкость по сравнению с соединениями, выполненными лазерной сваркой, в ЗТВ которых отсутствует зона крупного зерна.
Может быть, Вам будет интересна следующая статья, она тоже о титане.
Литература:
1. Металлургия и технология сварки титана и его сплавов / С.М. Гуревич, В.Н. Замков, В.Е. Блащук и др. // 2-е изд., доп. и перераб. – К.: Наук. думка, 1986. – 240 с.
2. Электронно-лучевая сварка / О.К. Назаренко, А.А. Кайдалов, С.Н. Ковбасенко и др. // Под ред. Б.Е. Патона; АН УССР. Ин-т электросварки им. Е.О. Патона. –К.: Наук. думка, 1987. – 255 с.
3. Гибридная сварка излучением СО2-лазера и дугой плавящегося электрода в углекислом газе / В.Д. Шелягин,В.Ю. Хаскин, В.П. Гаращук и др. // Автомат. сварка. – 2002. – № 10. – С. 38—41.
4. Laser welding of titanium alloys / B.E. Paton, V.D. Shelyagin, S.V. Akhonin et al. // The Paton Welding J. –2009. – № 7. – P. 30—34.