Многолетний опыт применения сварных конструкций из высокопрочных низколегированных сталей свидетельствует об их высокой технико-экономической эффективности. Они надежны в работе в самых тяжелых условиях эксплуатации не только при статических, но и при ударных вибрационных нагрузках.
Указанные свойства сварные конструкции из высокопрочных низколегированных сталей приобретают при условии их рационального проектирования и надлежащей технологии изготовления. Одной из основных предпосылок создания рациональной сварной конструкции из высокопрочной низколегированной стали является определение оптимальных допустимых напряжений или расчетных сопротивлений.
Допускаемые напряжения для ответственных сварных конструкций из высокопрочных сталей устанавливаются в зависимости от их назначения и условий эксплуатации. Например, для сварных конструкций из стали с σ0,2 = 700 МПа принимают следующие значения допускаемых напряжений σдоп (МПа): крупные автодорожные мосты – 280; трубопроводы – 295, баллоны высокого давления – 350; шаровые резервуары при рабочей температуре минус 35°С – 290.
Для установления оптимальной величины σдоп часто проводят испытания до разрушения натурных сварных конструкций. С этой целью, например, в Японии были испытана модели сварных шаровых резервуаров диаметром 1,5 м из высокопрочных сталей (толщина листа 20 – 22 мм и 19,3 мм). Модели были разрушены при 0 °С. В момент разрушения величина напряжений в оболочке была близка к пределу прочности стали и в 2,8 раза больше расчетного напряжения.
Испытания до разрушения натурных сварных сосудов из высокопрочной стали показали, что разрушение произошло при давлении 220 атм. (при расчетном 230 атм.) по продольному шву, излом – волокнистый. Коэффициент запаса составил 2,75. На основании проведенных испытаний сталь рекомендована для изготовления сосудов высокого давления.
Испытания и опыт эксплуатации сварных конструкций из высокопрочных низколегированных сталей дают основание сделать вывод о том что σдоп, при расчете необходимо определять исходя из σ0,2 стали и с учетом условий работа конструкции. Коэффициент запаса следует принимать в пределах от 2 до 3.
Многие сварные конструкции в процессе эксплуатации подвергаются действию переменных нагрузок. При оценке усталостной прочности сварных соединений высокопрочных низколегированных сталей необходимо учитывать многие факторы: величину наибольших напряжений диапазон напряжений, число циклов напряжений, конструкцию сварного соединения, структуру металла, обработку поверхности, наличие дефектов и другие. Испытания на усталость следует проводить в соответствии с действительным циклом нагружения в реальной конструкции, так как в противном случае могут быть неоправданно завышены требования к пределу выносливости.
Повышение сопротивления усталости сварных соединений высокопрочных низколегированных сталей может быть достигнуто как за счет снижения степени концентрации напряжений, создаваемой формой соединения и технологическими дефектами, так и путем снятия растягивающих и образования в зонах концентраторов сжимающих остаточных напряжений.
Проведение расчета сварных соединений с учетом действительного цикла напряжений в конструкции и применение специальной обработки их поверхности с целью устранения резких концентраторов напряжений в сочетании с рациональной конструкционной формой и размещением этих соединений позволяют успешно применять высокопрочные низколегированные стали для многих сварных конструкций, работающих при переменных нагрузках.
Общие рекомендации по выполнению сварных соединений высокопрочных низколегированных сталей сводятся к следующему. Допустимые напряжения на растяжение, срез или сжатие для сварных соединений, как правило, устанавливаются, такие же, как и для основного металла. Сварные швы должны быть по возможности размещены вне зоны высоких напряжений в доступных местах для сварщика и контролера. Поверхность швов должна быть равной, переход от шва я основному металлу плавный.
Применяемые остающиеся и временные подкладки должны быть изготовлены из хорошо свариваемой малоуглеродистой или низколегированной стали. После сварки подкладки желательно удалить, а затем зачистить шов заподлицо с основным металлом. В случае необходимости приварки временных сборочных приспособлений сварку следует производить на режимах (включая подогрев), рекомендованных для сварки данной конструкции. После удаления сборочных приспособлений временные швы должны быть зачищены наждачным камнем. В случае образования выхватов на основном металле, последние необходимо заварить не менее чем в два слоя и зачистить. Прихватки должны обязательно выполняться в местах, подлежащих переплавлению основным швом. Вырубку корня шва и другие операции удаления металла можно выполнять воздушно-дуговой строжкой, после которой поверхности следует зачищать наждачным камнем до металлического блеска.
Технико-экономическая эффективность применения высокопрочных сталей по сравнению с малоуглеродистыми и обычными низколегированными сталями заключается в снижении веса и повышении несущей способности конструкций, в увеличении их долговечности, благодаря повышенной прочности и хладостойкости.
При использовании этих сталей конструкция может иметь примерно такой же вес, как при изготовлении ее из наиболее прочных алюминиевых сплавов. Наряду со значительной экономией металла снижается трудоемкость изготовления конструкций. Средний коэффициент увеличения трудоемкости по основным операциям изготовления конструкций (обработка резанием, гибка, сварка, штамповка и др.) составляет 1,2 – 1,5, Однако трудоемкость изготовления конструкции в целом зависит от ее металлоемкости. Поэтому общий объем трудозатрат обычно снижается. Уменьшение металлоемкости в большей мере дает возможность осуществлять подготовку элементов конструкции в заводских условиях с использованием более экономичных методов обработки.
Разработанные технология сварки и сварочные материалы позволили изготовить из высокопрочных низколегированных сталей различные ответственные машиностроительные конструкции и инженерные сооружения.
Весьма успешно применяют высокопрочные низколегированные стали для металлоконструкций мостов.
В современном мостостроении все более широкое применение находят металлические пролетные строения с главными балками и опорами коробчатого сечения из низколегированных сталей повышенной и высокой прочности и облегченной проезжей частью в виде стальной ортотропной плиты. Коробчатые сечения; главных балок работают как тонкостенные оболочки и имеют большую жесткость на кручение, что позволяет рассматривать пролетное строение как единую пространственную систему. Благодаря широко развитому поясу, и вовлечению в совместную работу стальной ортотропной плиты такое конструктивное решение является экономичным по расходу металла и стоимости.
В данном случае достигается максимальная концентрация металла при небольшом числе несущих элементов, а сечения элементов практически на всем протяжении определяются расчетом по несущей способности. При этом создаются благоприятные условия для наиболее эффективного использования сталей различной прочности, особенно высокопрочных низколегированных сталей. Применение последних позволяет значительно (в среднем на 20-30%) снизить металлоемкость пролетных строений.
Автодорожный мост указанной конструктивной системы с использованием высокопрочной стали 14Х2ГМР сооружен в г. Каменец-Подольском (рис. 2.12.1).
Пролетное строение моста представляет цельносварную рамную конструкцию, состоящую из двух коробчатых главных балок и четырех жестко соединенных с ними наклонно, расположенных коробчатых опор.
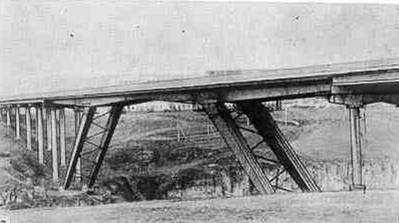
Мост из высокопрочной стали
Все конструкции моста цельносварные со сварными монтажными соединениями. Главные балки пролетного строения рассчитывались и конструировались с полным использованием высокого расчетного сопротивления стали 14Х2ГМР. Расчеты выполнялись с использованием методики, учитывающей пластические деформации на участках вертикальных стенок, примыкающих к поясам. Как показывают теоретические и экспериментальные исследования, эти пластические деформации не сказываются на несущей способности материала стенок, так как развитие их сдерживается металлом поясов. Более того, после первого загружения до нагрузок, близких к расчетным, происходит упрочнение прилегающего к поясам металла стенок и в дальнейшем все сечение работает в упругой области.
В процессе проектирования, изготовления и монтажа пролетного строения большое внимание уделялось улучшению конструктивных форм. Не допускались резкие переходы сечений в местах высоких напряжений, большинство соединений выполнялось с полным проваром. Были исключены соединения с фланговыми ивами ограниченной длины, работающие на срез от осевой силы. Применяемые фасонки имели криволинейную форму с плавным очертанием. Поверхность стыковых соединений подвергалась механической обработке, а свободные кромки поясных листов строгались с обязательным притуплением острых граней.
Металлоконструкции пролетного строения изготавливали из листового проката стали 14Х2ГМР толщиной 12, 14, 18 и 28 мм, поставляемого в состоянии после закалки в воду от 930 до 950 °С и отпуска при 680 – 700 °С.
Для высокопрочных сталей толщиной 25 – 30 мм часто рекомендует местный предварительный подогрев сварных соединений до 150 – 200 °С, что способствует более благоприятному распределению водорода в сварном соединении.
Контрольные испытания показали, что сварные соединения равнопрочны основному металлу, а металл зоны термического влияния сохраняет высокую ударную вязкость.
С применением приведенной технологии были изготовлены и смонтированы сварные несущие конструкции из стали 14Х2ГМР толщиной 30 и 36 мм для крупнейшего башенного копра высотой 100 м. Сооружение успешно эксплуатируется с 1975 г. Собственный вес конструкций уменьшен на 20 %.
Снижение собственного веса конструкций особенно важно для современных подъемно-транспортных механизмов, большегрузных автомобилей, железнодорожных платформ и других подвижных конструкций. Применение сварных конструкций из высокопрочных низколегированных сталей позволяет создавать оборудование и машины, отличающиеся более высокой производительностью, грузоподъемностью и эксплуатационной надежностью.
Сварные платформы из сталей 14Х2ГМР и 14Х2ГМ толщиной 6 – 22 мм, используются на серийных автомобилях грузоподъемностью 75 – 120 т (рис. 2.12.2), предназначенных для работы в рудных и угольных карьерах.
Это позволило при снижении массы металлоконструкций в среднем на 25 % и увеличить срок службы платформ в 2 – 3 раза по сравнению с аналогичными конструкциями из низколегированной стали 09Г2С.
Платформа для указанных автомобилей представляет собой сварную коробчатую конструкцию, узлы которой (панель пола, борта, козырек) состоят из листовых элементов, усиленных ребрами жесткости из гнутого профиля Вес платформы от 11 до 19 т, емкость от 38 до 60 м3.
Сталь 14Х2ГМР применяют для изготовления шахтных скипов грузоподъемностью от 9 до 15 т. Скип представляет собой коробчатую сварную конструкцию из стали толщиной 5 – 8 мм и предназначен для транспортировки угля и горной породы на поверхность шахты. Собственный вес скипа при использовании стали 14Х2ГМР снижается на 25 – 35 %, срок службы увеличивается в 1,5 – 2 раза. Увеличение грузоподъемности скипов в результате снижения собственного веса позволяет повысить производительность подъемных средств шахты на 10 – 12 %.
 Сварные конструкции уникального железнодорожного транспортера грузоподъемностью 500 т изготовлены из стали 14Х2ГМР толщиной 12 – 50 мм. При применении высокопрочной стали вес металлоконструкций транспортера уменьшился от 132 до 83,9 т.
Сварные конструкции уникального железнодорожного транспортера грузоподъемностью 500 т изготовлены из стали 14Х2ГМР толщиной 12 – 50 мм. При применении высокопрочной стали вес металлоконструкций транспортера уменьшился от 132 до 83,9 т.
Сталь 14Х2ГМР применена при изготовлении балок рукоятей, стрел и ковшей для карьерных экскаваторов с ковшом емкостью 4,6 м.
Балка представляет собой сварную коробчатую конструкцию сечением 180 ´ 500 мм и длиной 7 м. Вес балки 2,1 т, толщина стенок 30 мм, поясов – 40 мм. Стрела – сварная коробчатая конструкция сечением 810 ´ (710 – 910) мм, длиной Ими весом 8,5 т. Изготовлена из листовой стали толщиной 12 – 20 мм.

Долговечность сварных узлов экскаваторов из стали 14Х2ГМР в 2,5 – 3 раза выше, чем из стали 10ХСНД.
Высокая технико-экономическая эффективность достигается при применении высокопрочных низколегированных сталей для сосудов высокого давления, шаровых и цилиндрических резервуаров. Вес этих конструкций может быть снижен до 40 – 60 % при значительном уменьшении стоимости их изготовления и монтажа.
Сварные конструкции из стали 14Х2ГМР успешно применены при строительстве Нурекской ГЭС. Толщина стенок наиболее нагруженных турбинных водоводов диаметром 6 м при этом была уменьшена до 40 и 45 мм. В случае обычно используемой стали 09Г2С она составила бы 66 и 74 мм. Уменьшение металлоемкости водоводов дало возможность существенно сократить расходы на сборочные, монтажные и сварочные работы.
Таким образом, применение сварных конструкций из высокопрочных низколегированных сталей позволяет снизить удельную металлоемкость машин, механизмов и инженерных сооружений, повысить их технико-экономические показатели в процессе эксплуатации и является одним из эффективных путей технического прогресса.