Новейшие технологии управления переносом металла при сварке в защитных газах (STT-процесс)

СУЩНОСТЬ ПРОЦЕССА STT
STT(Surface Tension Transfer) – это так называемый механизм переноса капли с помощью сил поверхностного натяжения.
STT- процесс представляет собой один из разновидностей процесса переноса короткими замыканиями, который реализуется при дуговой сварке в среде защитных газов с одним важным отличием – расплавленный металл переносится за счет сил поверхностного натяжения (относительно больших) сварочной ванны, которая втягивает в себя жидкую каплю (относительно низкие силы поверхностного натяжения) на конце проволоки.
Электромагнитное сжимающее давление при пинч-эффекте дополнительно помогает капле отделиться, но не является основным механизмом переноса, как это наблюдается при обычной сварке короткими замыканиями.
При внешней схожести с традиционной полуавтоматической сваркой сварочный процесс STT имеет большое количество отличий, имеющих важное прикладное значение.
СРАВНЕНИЕ СПОСОБА С ТРАДИЦИОННОЙ МЕХАНИЗИРОВАННОЙ СВАРКОЙ

А) Типичные формы кривых сварочного тока и напряжения при традиционном способе полуавтоматической сварки. Б) Формы кривых сварочного тока и напряжения при полуавтоматической сварке методом STT.
ОБОРУДОВАНИЕ ДЛЯ ОБЕСПЕЧЕНИЯ SST – ПРОЦЕССА
Процесс STT основан на принципиально новом технологическом подходе к оборудованию для сварки и к выполняемым им задачам. Важной предпосылкой для реализации идеи управляемого переноса является наличие соответствующего инструмента — быстродействующего инверторного сварочного источника, способного получать, обрабатывать информацию, а также управлять выходными параметрами на всех фазах формирования капли и ее перемещения в сварочную ванну.
Компанией Lincoln Electric специально для этого процесса разработан 225-ти амперный инверторный источник питания Invertec STT II, реализующий технологию управления формой сварочного тока. Invertec STT II отличается от обычных сварочных источников.

Он не является ни источником с жесткой характеристикой, ни источником с крутопадающей характеристикой. Аппарат имеет обратную связь, которая отслеживает основные этапы переноса капли и мгновенно реагирует на процессы, происходящие между электродом и сварочной ванной, изменяя величину и форму сварочного тока.
ЭТАПЫ STT-ПЕРЕНОСА МЕТАЛЛА


ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ STT-ПРОЦЕССА В СВАРОЧНОМ ПРОИЗВОДСТВЕ
– Высокая производительность. Теплофизические свойства дуги позволяют за один проход наплавить слой металла, соответствующий двум проходам при РДС;

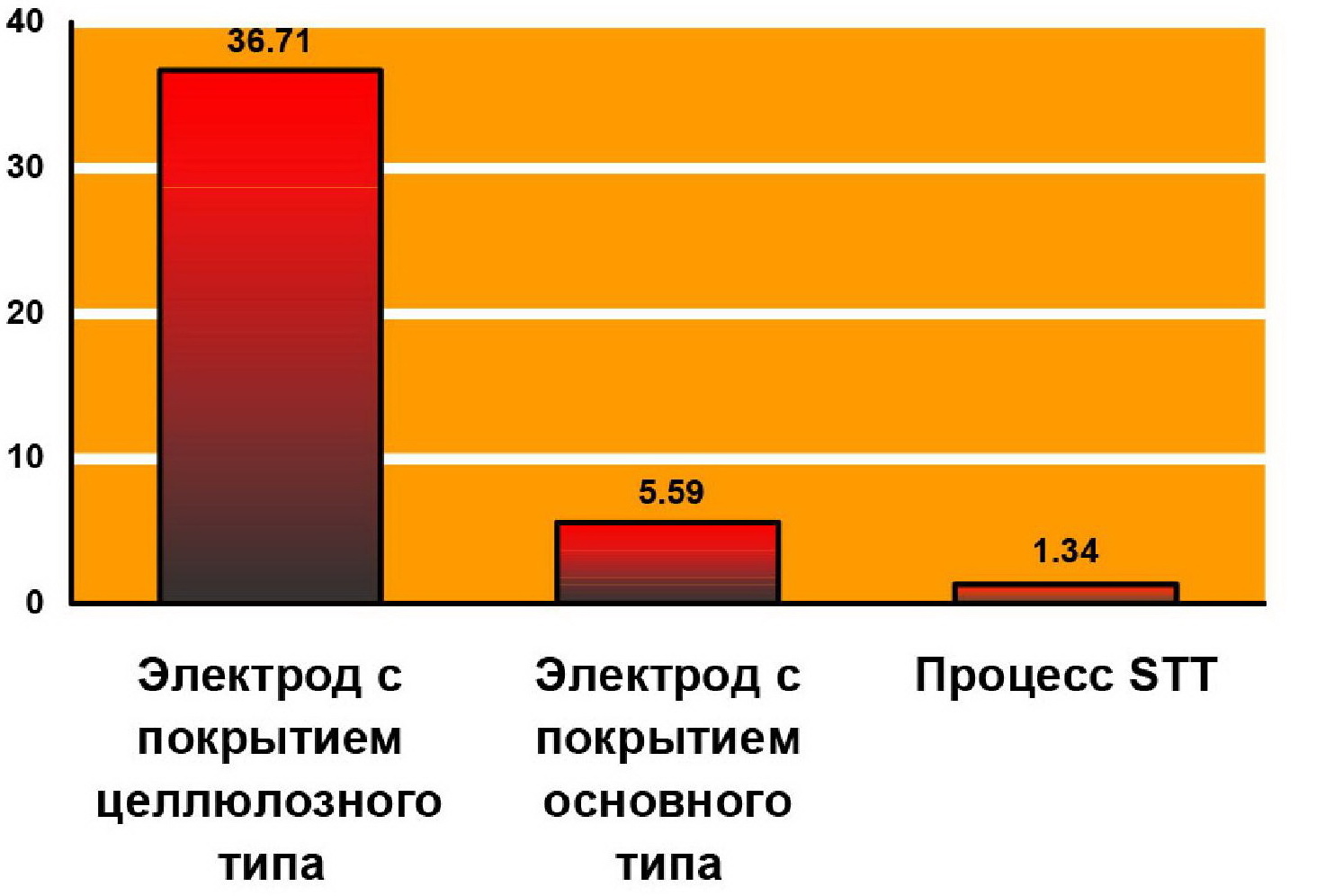
– Относительно низкое содержание диффузионного водорода в металле шва, по сравнению с покрытыми электродами;
– Возможность производить сварку с минимальным перемешиванием металла шва с основным металлом;
– Среди других особенностей процесса STT следует выделить сокращение общего тепловложения в свариваемую деталь, что уменьшает коробление конструкции, крайне низкий уровень разбрызгивания и дымообразования;
– Процесс прост в использовании, обеспечивает хороший контроль сварочной ванны и позволяет значительно снизить вероятность образования несплавлений. При этом большинство сварщиков отмечают легкость управления сварочной ванной. Процесс не требует от сварщика высокой квалификации для того, чтобы выполнить качественное сварное соединение. Кроме этого, простота процесса STT сокращает время обучения сварщиков.
НЕДОСТАТКИ ИСПОЛЬЗОВАНИЯ STT-ПРОЦЕССА В СВАРОЧНОМ ПРОИЗВОДСТВЕ
– Высокая стоимость сложной инверторной сварочной техники;
– Дорогостоящее программирование параметров сварочного режима при необходимости сварки в нестандартном для данного сварочного аппарата режиме и сложность технического обслуживания;
– Управление сварочным аппаратом осуществляется изменением циклограммы тока и напряжения сварочной дуги, что обуславливает повышенные требования к сварочным кабелям;
Наши коллеги из Азии (россияне имеются ввиду) уже устранили эти недостатки с помощью статьи “ОСОБЕННОСТИ МЕХАНИЗИРОВАННОЙ СВАРКИ В УГЛЕКИСЛОМ ГАЗЕ КОРНЕВОГО СЛОЯ ШВА С ФОРМИРОВАНИЕМ ОБРАТНОГО ВАЛИКА ВО ВСЕХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ (МЕТОД ВКЗ) Д.т.н. Карасев М.В., Работинский Д.Н., Соляник В.В., Зинченко А.В.” Очень советую почитать данную статью.
Изготовление баков из нержавейки